全國服務熱線13862267446

江蘇中思機械科技有限公司
聯系人:鄧建
電話:13862267446
網址:www.feey.cn
Q Q :2232989732
郵箱:2232989732@qq.com
地址:江蘇張家港市南豐鎮
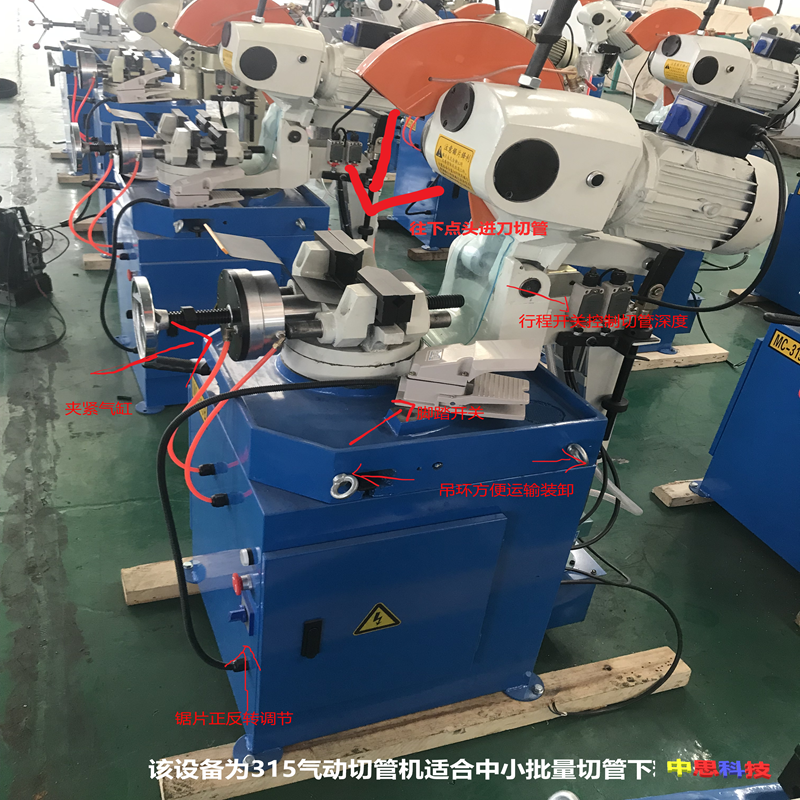
切管機操作的幾個注意事項具體:
1.切管機的除塵裝置應完好,方可切削。
2.主軸變速必須在停車后進行,變速時齒輪要完全嚙合,發現機床不正常時,要立即停車檢查。
3.長料管放入料架和松開捆扎鉛絲時,應采取防止管子滾動,沖擊,壓傷人的措施。
4.機床在轉動時,人體的任何部位不得接觸傳動部件,操作時,要扎好袖口,嚴禁戴手套工作,人體頭部應偏離切削方向。
5.使用砂輪切管機,應事先檢查砂輪片有無缺損切管機裂紋,受潮,電源線是否可靠。
6.切管機切割管頭時,要防止管頭飛出傷人。
7.切管機切割前要調整好刀具,夾緊工作物,夾緊部位的長度不得少于50毫米,停車擋板要固定,經過夾緊,松開,向前,向后等順序試車后,方可進行工作。
8.在工件進出料方向不應站人。
9.調換刀具,測量工件,潤滑,清理管頭時,必須停車進行。

對于一款切管機,必不可少的就是合金鋸片,但使用此鋸片時,一般會出現一系列的問題,全自動切管機如出現合金斷裂的原因,對于此原因,具體的下面就由切管機的小編為大家介紹:。
對于硬質合金材料由于硬度高,脆性大,導熱系統小,給刀具的刃帶來了很大的困難,尤其是磨削余量很大的整體硬質合金刀具,其硬度高就需要求具有較大的磨削壓力,導熱系數低又不允許產生過大的磨削熱量,脆性導致產生磨削裂紋的傾向大,所以,對硬質合金刀具刃磨,就需要求砂輪有較好的自礪性,又要有合理的刃磨工藝。
據機械切管機廠家的小編說,通常在刃數控切管機磨硬質合金刀具時,溫度可高于500度,刀具表面層就會產生氧化變色,造成程度不同的磨削燒傷,嚴重時就非常容易使硬質合金刀具產生裂紋,而此裂紋通常非常地細小,而裂紋附近的磨削表面有藍,紫,褐,黃等顏色相間的不同氧指數的鎢氧化物的顏色。

但在整體硬質合金刀具的金剛石砂輪磨削過程中,由于磨削余量很大,加工方法,金剛石工具特性和磨削制度如果選擇不當,也會造成刀具磨削接觸區表面局部瞬時溫度偏高,從而產生磨削裂紋。
張家港市中思機械科技有限公司致力于切割機加工設備研發與制造,主營全自動切管機,數控切管機,氣動切管機,液壓切管機,激光切管機等切管機設備,非標自動化定制,公司技術力量雄厚,產品質量保證,http://www.feey.cn/。
 咨詢二維碼
咨詢二維碼
各種規格任你選
 掃一掃
掃一掃
聯系我們
江蘇中思機械科技有限公司|www.feey.cn版權所有 蘇ICP備17038051號 蘇公網安備32058202011417
蘇ICP備17038051號-3技術支持:飛行力